咨询热线
咨询热线
137-6521-2525
180-8960-2525

联系电话:137-6521-2525
180-8960-2525
联系地址:贵州省遵义市红花岗区湘江大道钢材市场内


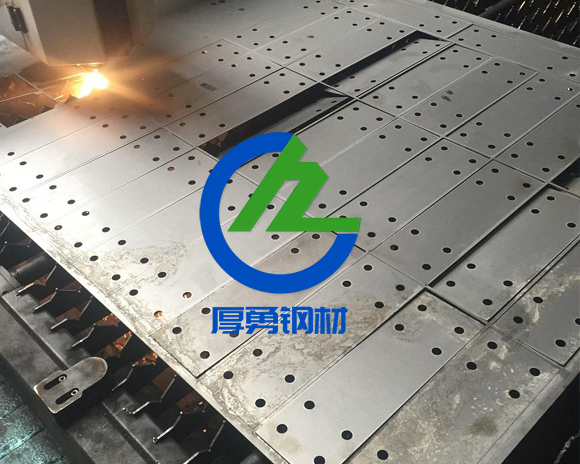
1、数控切割工艺
采用通快公司激光冲裁复合加工附带的工艺编程软件进行数控编程,同时完成材料的冲裁尺寸计算、排样和工艺参数设置。流程如下:
(1)图纸和图形类型的转换(要求零件外部轮廓闭合);
(2)确定材料、尺寸和零件布局;
(3)使用激光切割:圆角工艺(获得锐边和倒角)或环形工艺(获得锐角);自动加载气体类型和切割速度,并设置退料;
(4)优化加工顺序,生成数控加工程序并传输;
2.切割和穿孔技术
对于厚度为δ0.5mm-δ6mm的板材,大多数热切割技术须在板材上打一个小孔。在激光冲压复合机上用打孔机打孔。然后用激光从小l开始切割,对于没有打孔装置的激光切割机,一般采用脉冲打孔的基本方法:金属对10.6um激光束的初始吸收率只有0.5% ~ 10%。当功率密度超过106W/cm2的聚焦激光束照射金属表面时。但它可以在微秒时间内迅速使表面开始融化。通常使用空气或氮气作为辅助气体,每个脉冲激光只产生一个很小的粒子射流。循序渐进,所以厚板通过l需要几秒钟,一旦穿孔完成,辅助气体马上换成氧气进行切割。(注:产生高峰值功率脉冲激光的电子管寿命约20000小时,价格昂贵。δ≤3的薄板Z好采用预冲孔工艺,δ≥3的板材采用脉冲冲孔工艺)。

3.喷嘴和气流控制
当激光切割钢材时,氧气和聚焦激光束通过喷嘴发射到切割材料上。以便形成气流束。对气体流动的基本要求是进入缺口的气体流量要大,速度要高,这样足够的氧化才能使缺口材料充分发生放热反应,同时有足够的动量吹出熔融材料。目前,用于激光切割的喷嘴采用末端带有小圆孔的锥形孔结构。使用时,从喷嘴的侧面引入一定的压力。材质是纯铜,体积小,易损坏。
4、激光切割的主要过程
(1)升华切割
在高功率密度激光束的加热下。δ0.5mm ~δ6mm板的表面温度会迅速上升到沸点温度。有些物质蒸发成蒸汽消失,有些物质作为喷出物被辅助气流从狭缝底部吹走。切割气体通常是氮气或氩气。
(2)高压气体聚焦熔化切割
当入射激光束的功率密度超过一定值时,激光束照射点处的材料内部开始蒸发,形成空穴。它将作为黑体吸收所有入射光束能量。气孔被熔化的物质所包围。然后,与光束同轴的辅助气流带走孔周围的熔融材料。随着工件的移动,小孔沿切削方向水平移动,形成狭缝。氮气通常用作切割气体。