咨询热线
咨询热线
137-6521-2525
180-8960-2525

联系电话:137-6521-2525
180-8960-2525
联系地址:贵州省遵义市红花岗区湘江大道钢材市场内


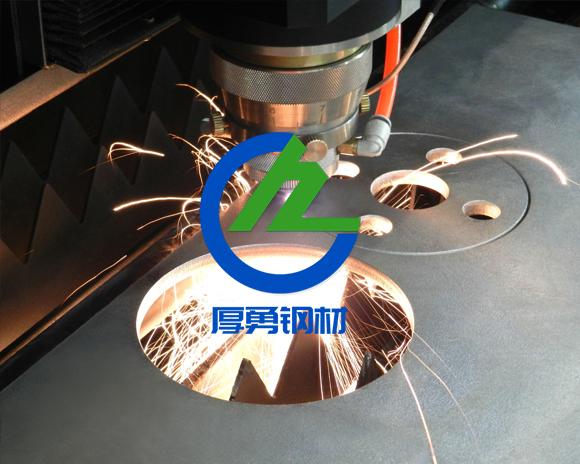
激光切割速度和切割效果之间有什么关系?
激光切割没有毛刺,皱纹和高精度。对于许多机械和电气制造业,由微型计算机计划控制的现代NC激光切割系统可以轻松地切割不同形状和尺寸的工件,这通常比冲压过程更好。尽管激光切割机的处理速度仍然比模具的处理速度慢,但没有死亡消耗,无需修复模具,并且节省了更改模具的时间,从而节省了处理成本并降低了。生产成本。因此,总体上相对经济。那么,激光切割速度和切割效果之间有什么关系?现在,让我们看看小小的。
在金属加工行业中,工业制造系统占据了重量。许多金属材料,无论其硬度如何,都可以切割而不会变形。很难处理具有高传热和反射率的铜,铝合金甚至激光器。
在激光切割过程中,添加了适合切割材料的添加剂和蒸汽添加剂。切割钢时,将氧气用作辅助。辅助蒸汽和熔融金属产生放热化学反应,氧化材料,并有助于吹走狭缝中的炉渣。压缩空气用于切割聚合物塑料,惰性气体用于切割易燃材料,例如棉花和纸。进入喷嘴的辅助蒸汽和辅助蒸汽也可以冷却聚焦镜头,以防止烟雾进入透镜支撑以污染镜头并导致镜头过热。
实际上,NC激光切割中切割速度的选择也非常重要。可以根据设备描述或通过实验确定的切割速度范围。切割速度也随材料的厚度,材料的差,熔点,导热率和熔化后的表面张力而变化。
主要表演是:
1.激光切割具有适当的,高切割的速度,能力,改进和良好的切割质量,即切割略微窄,切割表面是平坦的,并且可以同时降低变形。
2.激光切割处理速度太快了,因此切割线的能量低于所需值。射流无法快速站立熔融切割熔体,即吹走并形成大量的电阻。随着炉渣悬挂在缺口,凹槽的表面质量降低。
3.当切割速度太低时,因为切割位置是等离子体弧的阳极,以维持弧本身的稳定性,阳极点或阳极区域应在弧Z附近的缝隙附近找到一个位置要进行电流,并将更多的热传播到喷射的径向方向,以便为了扩大凹口,凹口两侧的熔融材料聚集并在底部边缘固化,形成悬挂的炉渣,难以清洁,由于过热和熔化,凹口的上边缘形成了一个圆角。
4.当激光切割的处理速度非常慢时,由于缺口太宽,弧线甚至可能会熄灭。可以看出,良好的切割质量与切割速度密不可分。