咨询热线
咨询热线
137-6521-2525
180-8960-2525

联系电话:137-6521-2525
180-8960-2525
联系地址:贵州省遵义市红花岗区湘江大道钢材市场内


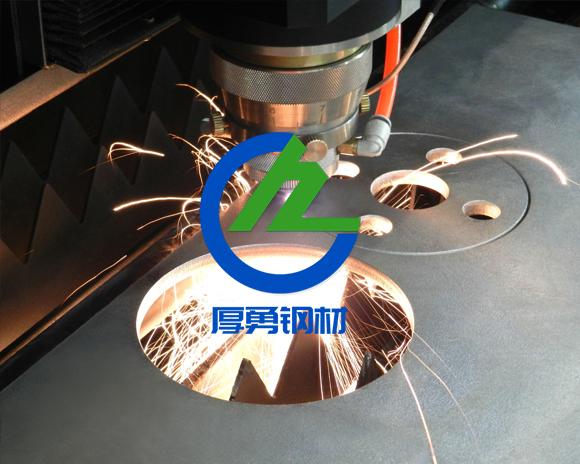
激光切割实现光亮表面切割的六种方法,激光切割是用高能量密度的激光束加热工件,使工件温度迅速上升,在短时间内达到材料的沸点,材料开始汽化形成蒸汽。这些蒸汽以非常高的速度喷出,同时在材料中形成间隙。
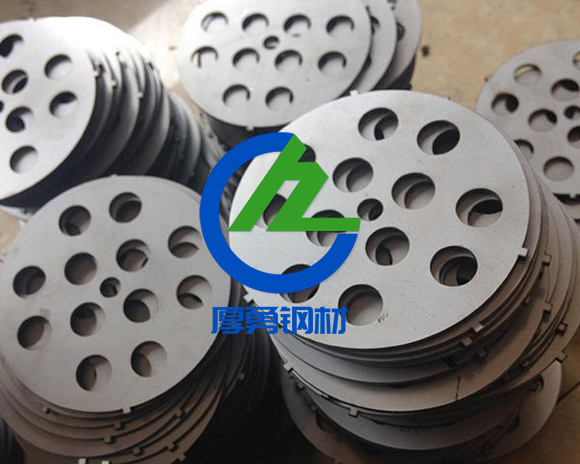
小于4毫米的不锈钢可以用激光切割设备切割,厚度为20毫米的碳钢可以通过在激光束中加入氧气来切割。
然而,在氧化切割之后,将在切割表面上形成氧化膜。氧切割的厚度可以增加到20 mm,但切割零件的尺寸误差较大。
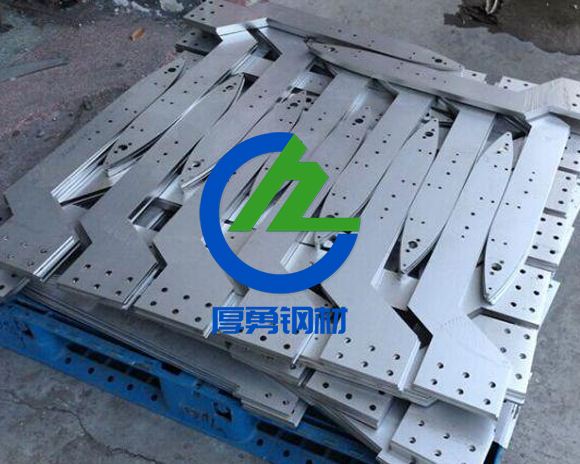
因为没有刀具成本,激光切割设备也可以用来生产以前无法加工的各种尺寸的小批量零件。
在激光切割机的加工技术中,碳钢的横截面可以被非常平滑地切割,以达到“镜面”的效果,俗称“平滑切割”。光面切割主要用于中厚碳钢。如果钢板太薄或太厚,就无法实现平滑切割。
1.控制切割速度。如果切割速度太快,材料会燃烧不完全,工件无法被切穿。如果切割速度太慢,工件会过度燃烧,熔化变形。在保证工件质量的前提下,应尽可能提高切削速度。
2.调整喷嘴高度。喷嘴高度将影响光束质量、氧气纯度和气流方向。喷嘴越低,光束质量越好,氧气纯度越高,气流方向越小,因此光亮面切割应尽可能低。
3.调整切割压力。在碳钢的氧切割中,材料的燃烧会释放出大量的热量,所以氧压不宜过高。一般来说,切割范围内的压力越低,切割截面越亮,但为了保证切割的稳定性,通常是以一定比例的切割压力为基础的。
4.调整切割功率。对于不同厚度的板材,厚度越大,所需功率越高。
5.调整切割焦点。光纤激光器从喷嘴发出的光束具有一定的直径,在切割亮面时通常使用较小的喷嘴。如果焦点过大,会导致喷嘴发热,影响切割质量和稳定性,甚至直接导致喷嘴损坏。因此,有必要找出喷嘴尺寸能够承受的大焦点值,然后进行调整。
6.选择喷嘴尺寸。半喷嘴越小,切割截面越亮,效果越好。