咨询热线
咨询热线
137-6521-2525
180-8960-2525

联系电话:137-6521-2525
180-8960-2525
联系地址:贵州省遵义市红花岗区湘江大道钢材市场内


激光切割就选他家,专业从事激光切割加工
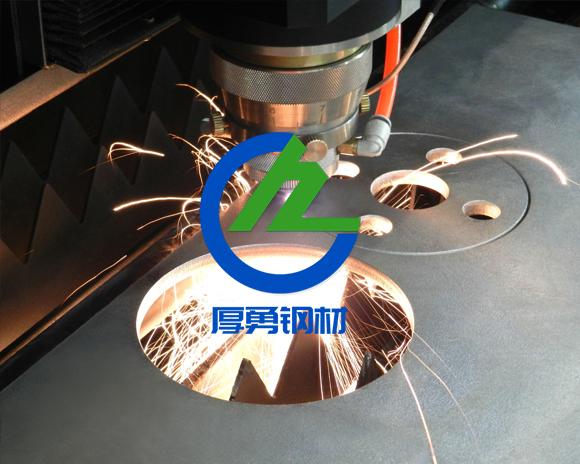
激光切割是激光加工中广泛使用的技术。脉冲激光适用于金属材料,连续激光适用于非金属材料,是激光切割技术的重要应用领域。结合计算机控制的自动化设备,激光束具有无限复制切割能力,切割轨迹易于修改。激光切割无机械变形和刀具磨损,易于实现自动化生产。
激光切割广泛应用于钣金加工、五金加工、广告制作、厨具、汽车、灯具、锯片、电梯、金属工艺品、纺织机械、食品机械、眼镜生产、航空航天、医疗器械、仪器仪表等行业。特别是在钣金加工行业,传统的加工方式已经被取代,受到行业用户的青睐。
1.激光切割技术
激光切割是利用高功率密度的激光束照射待切割材料,使材料迅速加热至汽化温度并汽化成孔。随着光束在材料上的移动,孔连续形成窄的(例如大约0.1毫米)狭缝,从而切割材料。
激光切割可分为激光汽化切割、激光熔化切割、激光氧切割、激光划片和可控断裂。
1.激光汽化切割
利用高能量密度的激光束加热工件,温度迅速上升,并在短时间内达到材料的沸点。蒸汽高速喷出,同时在材料中形成间隙。材料的汽化热一般很大,所以激光汽化切割需要很大的功率和功率密度。
激光汽化用于切割薄金属和非金属材料(如纸、布、木材、塑料、橡胶、泡沫等)。).超短脉冲激光可以用于其他材料。金属中的自由电子会吸收激光并被剧烈加热。激光脉冲不与熔融粒子和等离子体发生反应,材料直接升华,没有时间将能量以热的形式传递给周围的材料。皮秒脉冲烧蚀过程中没有明显的热效应、熔化和毛刺形成。
2.激光熔化切割
在激光熔化切割中,金属材料通过激光加热熔化,然后是非氧化气体(AR、he、N等。)通过与光束同轴的喷嘴注入,液态金属被气体的强大压力排出,形成切口。激光切割不需要将金属完全汽化,所需能量仅为汽化切割的1/10。
激光熔化切割主要用于切割一些非氧化材料或活性金属,如不锈钢、钛、铝及其合金,也可用于切割其他易熔材料,如陶瓷。
在金属激光切割机的实际切割过程中,可切穿的板材厚度有限,这与刀刃处的铁不稳定燃烧密切相关。为了继续燃烧过程,狭缝顶部的温度必须达到燃点。仅靠氧化铁燃烧反应释放的能量不能保证燃烧过程的连续性。
一方面,从喷嘴流出的氧气持续冷却狭缝,降低了刀刃温度;
另一方面,燃烧形成的氧化亚铁层覆盖在工件表面,阻碍了氧气的扩散。当氧气浓度降低到一定程度时,燃烧过程就会熄灭。
当传统的会聚光束用于激光切割时,激光束的表面积非常小。由于激光功率密度高,工件的表面温度不仅在激光辐射区域达到燃点,而且由于热传导在更宽的区域达到燃点。作用在工件表面的氧流直径大于激光束的直径。这表明不仅在激光辐射区域,而且在激光光斑的外围都有强烈的燃烧反应。
切割厚板时,切割速度比较慢,工件表面氧化铁的燃烧速度比切割头快。燃烧一段时间后,由于氧气浓度降低,燃烧过程熄灭。只有当切割头移动到这个位置时,燃烧反应才会再次开始。刃口的燃烧过程是周期性的,会导致刃口温度波动,切口质量差。