咨询热线
咨询热线
137-6521-2525
180-8960-2525

联系电话:137-6521-2525
180-8960-2525
联系地址:贵州省遵义市红花岗区湘江大道钢材市场内


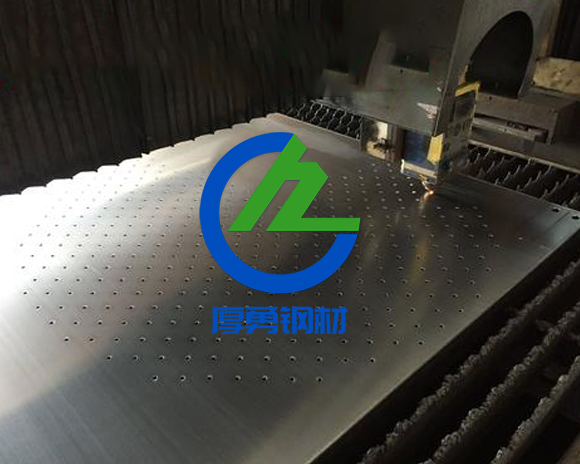
影响贵州激光切割工作质量的参数
影响激光切割工作质量的参数有:切割技术高度、喷嘴型号、焦点主要位置、切割功率、切割频率、切割占空比、切割产生压力和切割处理速度。硬件前提:维护透镜、气体纯度、板质量、装配镜、准直镜。
当切割质量较差时,应进行一般自检。共同反思的主要内容和程序如下:
1、切割高度
(建议实际切割高度在0.8~1.2mm之间)。如果根据实际切割高度禁止,则需要校准。
2、割嘴
考虑切割喷嘴的类型和尺寸。如果是正确的,则反映出割嘴是否损坏,圆度是否异常。
3、光学中心
建议使用直径为1.0的割嘴反射光心,焦距应在-1-1.2之间。很容易看到这样进入的光线。
4、维护透镜
反思保养镜片是否干净,无需加水、无油、无渣点。有时由于天气或冷空气供应的原因,维护透镜会有雾。
5、焦点
检查焦距是否设置正确。如果是主动对焦切割头,必须使用手机app查看对焦是否正确。
6、切削参数的变化
经过以上的反思,没有问题,我们可以有针对性地改变参数。如何调整参数,下面是切割不锈钢和碳钢时会遇到的形状和解决方法。